
Доц. Светослав Димков
В миналия брой на ENTERPRISE започнахме темата за основни типове автоматизирани системи за оперативно производствено планиране и оперативен производствен контролинг. След като ви представихме накратко ролята на APS (Advanced Planning and Scheduling) приложението, днес продължаваме с по-подробно описание на т.нар. MES (Manufacturing Execution Systems). Това са приложенията, които управляват и следят извършването на конкретната производствена дейност в цеха.
Оперативно планиране с MЕS системи
За да се разбере процеса на планиране с помощта на MES системи, най-напред следва да се разгледа регламентирания списък от функции, който трябва да изпълняват този клас системи. Те са 11 на брой и са следните:
- контрол на състоянието и разпределението на ресурсите (RAS);
- оперативно (детайлизирано) планиране (ODS);
- диспечиране на производствения процес (DPU);
- управление на документи (DOC събиране и съхранение на данни (DCA);
- управление на сътрудниците (оператори и изпълнители) (LM);
- управление на качеството (QM);
- управление на производствения процес (PM);
- управление на обслужването и ремонтите (MM);
- проследяване на историята на продуктите (PTG);
- анализ на производителността.
Както се вижда от горния списък, в него липсват функции по управление на веригата на доставките (SCM), които са прерогатив и ядро на APS системите. Независимо от разнообразието на разглежданите функции, всички те имат оперативен характер и регламентират дейността не на цялото предприятие, а само на отделни негови производствени звена (цехове), за които се извършва детайлно планиране. Що се касае до управлението на документи и сътрудници, става въпрос за вътрешно-звенни (цехови) документи (заявки, отчети и др.), както и за изпълнителите (оператори и работници) в звеното.От споменатите 11 функции, ключови за MES системата са две: оперативното календарно планиране (детайлното планиране) и диспечирането на производствените процеси в съответното производствено звено. Точно тези две функции определят оперативния характер на MES системите, насочени към разработването на календарни планове на оборудването и оперативно управление на производствените процеси.
Приложение на MES системи за производствено планиране
На фигура 1 е представена обобщена блок схема на процеса на решаване на задачите на производственото планиране, като в жълто е изобразена сферата на действие на MES системите.
MES системите получават данни за обема на дейността, която трябва да се извърши в съответното производствено звено. Тона са данни или от обемното производствено планиране от ERP система, или от допустими календарни планове за дейността на цялото предприятие от APS система. Нито един от двата източника на данни не е точен, затова MES системата разработва много по-подробни календарни планове за всяка единица от производственото оборудване (работен център). В последствие MES системата проследява реализацията на тези планове. В този смисъл, цел на MES е не само изпълнението на възможния обем дейност в начертаните срокове по отношение на различните клиентски поръчки, но и реализиране на тази дейност при оптимални икономически показатели за производственото звено.
APS системите разработват приблизителни изходни календарни планове преди да е стартиран производственият процес. В случая, поради големия мащаб на решаваната задача (на общо организационно ниво) не се отчитат множество технологични и организационни фактори.
В хода на реализацията на производствения процес MES системата, на базата на началните планове, извършва оптимизация по отношение на някакво множество от критерии. След оптимизацията и формирането на новия календарен план за дейността на производственото звено, за сметка на уплътняването на операциите в производствената система, се търсят допълнителни резерви от производствен капацитет. В рамките на плановия период те се ползват за поемане на допълнителни производствени поръчки. В крайна сметка се постига увеличаване на пропускателната способност на производствената система.
За разлика от APS системите, MES системите решават задачи от по-малък мащаб – до 200 работни центъра и до 1000 операции за избрания хоризонт на планиране, който е от 3 до 10 работни дни. Редуцирането на мащаба на задачата се налага от значителния брой ограничени ат технологично естество.
Друга съществена разлика е, че MES системите оперират с десетки критерии при подготовката на календарните планове, които позволява на съответните диспечери на производственото звено да отчитат разнообразни ситуации в производствената система. Ценно предимство е, че само MES системите могат да оперират с т.нар. “интегрирани критерии”, които отчитат едновременно няколко аспекта на производствения процес. С помощта на MES диспечерите могат да изберат за оптимизация в календарните планове: минимизиране на продължителността на всяко производствено задание; минимизиране на продължителността на операциите за пренастройка на производствената система; спиране на работни центрове, които имат прекалено ниска степен на натоварване и т.н.
Оперативността и възможността за незабавно (в рамките на смяната) преизчисляване на календарните планове са основни предимства на този вид приложения. Това позволява производствения процес да се управлява в реално време и съответно своевременно да се предотвратяват смущения в реализацията на календарните планове.
Алгоритмите за функциониране при MES, независимо че имат евристична основа, са значително по-сложни и по-интелигентни от алгоритмите на APS системите. Тук те първоначално намират допустимите решения при отчитане на всички ограничения при избран капацитет (частен или интегрален), от които чрез средства за оптимизация отсява най-доброто. Тъй като трябва да се реагира бързо (1-5 минути), това решение не е напълно оптимално от математическа гледна точка, но е много близко до теоретично оптималното решение.
MES системите подготвят календарни планове не само за работни центрове (машини, работни клетки и др.), но и за транспортни средства, настроечни екипи и различни средства за обслужване.
Не е по силите на другите системи за оперативно планиране реализирането на такива специфични задачи като формиране на технологични групи, планиране на производството на изделия паралелно с планиране на техническата подготовка на същото това производство (оборудване, екипировка, нестандартни инструменти и др.).
Съществено предимство на MES системите е 100% изпълнимост на съставяните от тях календарни планове.
Планиращите модули в ERP и APS системите подготвят календарни планове само при пълно въвеждане на всички нови поръчки за продукти и всички технологични маршрути. Корекцията на тези планове в реално време е твърде сложно това води до сериозни проблеми при използването на ERP и APS в условията на малко серийно производство. В такива условия MES работят много по-гъвкаво и оперативно и коригират календарните планове при произволни отклонения в производствените процеси, което повишава гъвкавостта и динамиката на производствената система.
Заради всичко това, APS са по-подходящи за голямо-серийни производства, където липсват резки отклонения в производствената програма, а MES са незаменими при малко-серийни и производства „по поръчка“.
В допълнение, ако за APS производствени звена с внушителни количества технологична и оперативна информация са “черна кутия”, то при решаване на плановите задачи MES се базират на пресмятания и корекции на календарните планове по фактическото състояние на производствената система. Тези системи са достатъчно чувствителни към отклонения на времената за изпълнение на технологичните операции, на непредвидени излизания от строя на оборудване, на възникване на брак в хода на производството и на всякакви други смущения във вътрешната среда. За разлика от системите от класове ERP и APS , MES са предметно ориентирани: за машиностроене; за дървообработка; за полиграфия и т.н. затова те максимално пълно отразяват особеностите на технологиите при конкретните производствени процеси и включват средства за подпомагане на технологичната подготовка на един или друг вид производство. Много често MES имат средства за интегриране т.нар. “SCADA системи”. Това са системи за автоматично събиране на данни от автоматизирано технологично оборудване.
Приложението на MES не само спомага за създаване на оптимални календарни планове, но и влияе положително върху мениджмънта на качеството и нивото на обслужване на технологичното оборудване.
Съществуват MES, както за производствени системи за дискретно производство, така и за непрекъснати производства. Най-сложни са тези за дискретно производство по поръчка.
Както при APS системите, водещите създатели на ERP системи търсят пътища за интеграция на продуктите си с MES приложения.
Интересен е и въпросът, доколко MES системите могат да заменят APS системите? Преди да се даде отговор, следва да се припомни, че реализирането на синхронизирани календарни планове, разработени на нива APS, свежда не само до коригиране на обемните планове, създадени от ERP системата, а и в поддържане на устойчива реализация на плана. Цялата производствена система трябва да притежава резерв от устойчивост при незначителни отклонения, които възникват в различните производствени звена.
Синхронизираните календарните планове от APS системата не се налага да се коригират често, ако не е възникнало външно въздействие (нарушаване на срокове за доставка на материали, постъпване на нови поръчки и др.). За да могат да се компенсират непредвидени отклонения на ниво производствено звено са необходими MES системи.
При прилагането на MES системи не се очаква никаква устойчивост на производствената система, нещо повече, счита се, че системата е силно неустойчива и това предполага оперативни корекции в произволен момент от страна на диспечерите.
Ако се извършва планиране за малки предприятия (под 200 работни центъра) MES и APS са взаимно заменяеми, особено ако се касае за производство „по поръчка“. И в двата случая календарните планове и сроковете за експедиция ще са много по-точни, но при MES системите липсват някои от функциите на APS. Такъв е случаят с планирането на нуждите от материали, защото MES са реализационни системи, които имат друга основна задача – възможно най-добро изпълнение на производствените процеси. APS функционират на ниво детайлно планиране на общо организационната дейност, докато MES функционират на ниво производствено звено.
Макар и сходни в определени отношения APS и MES системите са различен тип системи по отношение на създаваните от тях планове.
Системите, които създават директивни календарни планове (ERP и APS) са подходящи за производствени системи от изтласкващ тип (Push Planning Systems), докато системите, които коригират календарните планове в процеса на реализацията им са подходящи за производствени системи от изтеглящ тип (Pull Planning Systems). Но да не забравяме, че тук все пак говорим за управление на производството, докато ERP системите са по-всеобхватни и компаниите се нуждаят от тях за да управляват и съвсем други звена от структурата си.
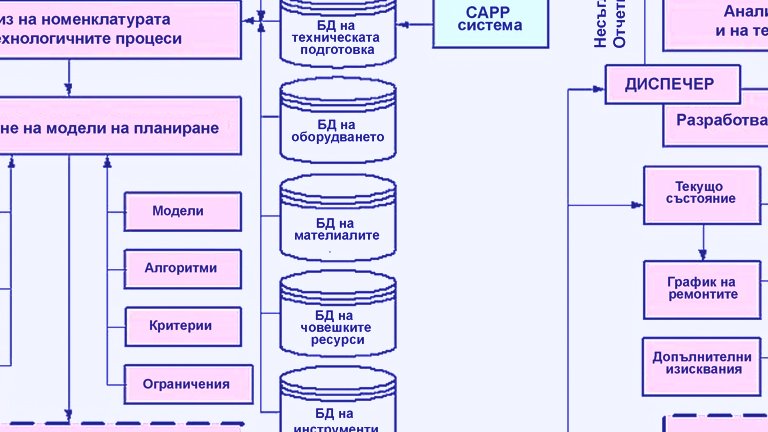
Основни елементи и функционалност на MES системи
Както се вижда от фигура 2, MES системата получава задания за планиране с определени времеви хоризонт под формата на номенклатура и количества позиции за производство, които различните производствени звена трябва да изработят за определено време. Когато се прилагат APS, тези количества могат да са представени и като календарен план за съответното производствено звено. И в двата случая обаче, за производството на всяка позиция (продукт), всеки отделен детайл или монтажна единица са фиксирани сроковете за завършване на производството, респективно експедицията от производственото звено. В първия случай MES системата получава заданието от ERP система, а във втория – от APS система. Има случаи при които данните се получават по веригата “ERP-APS-MES”.
Първото, с което се заема MES системата след получаване на заданието е анализа на постъпилата номенклатура. Анализират се параметри като:
- изпълнимост на номенклатурата;
- комплектация на производствения процес (материали, оборудване и др.);
- необходимост от изпреварващо създаване на нестандартни инструменти и екипировка;
- приоритети при изработката на детайли и монтажни единици.
При анализа на входните данни MES използва информация от няколко бази данни: технологични процеси; технологично оборудване (основно и спомагателно); списъчен състав на изпълнителите; нормативна информация.
По-значимите резултати от анализа на MES са технологични процеси за създаване на зададената номенклатура. Затова паралелно с въвеждането на APS и MES е важно да се въведат CAPP системи, с които да се оптимизира технологичната подготовка на производството. Още по-добър вариант е прилагането на интегрирани CAD-CAM-CAE-CAPP решения посредством PLM системи (Product Life Cycle Management). Това все още не е масова практика, но поне технологичната информация трябва да е съхранявана в табличен вид (Excel). Независимо, че MES системите имат интерфейси за въвеждане на данни, електронният вариант на технологичните процеси за цялата номенклатура значително съкращава процедурата по въвеждането на данни и повишава оперативността.
След приключване на разглежданите по-горе действия диспечерите в производственото звено формират в MES системата модел на планирането, съобразно постъпващата номенклатура, текущото състояние на производствената система, графика на необходимите планови ремонти и поддръжка на оборудването и редица други специфични изисквания. Диспечерите са тези, които избират типа на модела за планиране (калкулационен, статистически и т.н.), критериите и организацията, които са валидни за момента на планиране и не на последно място – алгоритъмът, по който ще се построява календарния план.
След създаване на модела се извършва изчисляване на оперативния календарен план за дейност на производственото звено. В резултат на тези изчисления се създават следните
документи:
- графици на работа на основните и спомагателни производствени единици;
- графици за дейността на изпълнителите;
- графици за протичане на плановите и оперативните ремонти и поддръжка;
- документи за оборудване на работните места
- отчетни документи за използване на оборудването, материалите, параметрите на системата за управление на качеството и др.
От този момент цялата дейност в производственото звено се подчинява на тези планови документи до цялостното реализиране на производствения план или до постъпването на нова оперативна информация. В хода на производствения процес диспечерите регистрират хода на изпълнението на задачите на базата на обратна връзка от изпълнителите. Те регистрират събития като: дефекти на оборудване; забавяния и избързвания при изпълнението на задачи; поява на брак; липса на материали, екипировка и др.
При възникване на отклонения, в рамките на минути MES системата преизчислява календарния план и дава информация дали при новото положение ще могат да се извършат всички планирани дейности в определения срок. Системата посочва кои поръчки ще излязат извън плановите срокове за завършване и доколко може да се постигне уплътнение на натоварването на оборудването. Основното при повторните изчисления е установяването на необходимостта от корекции на цялостния календарен план. Ако изместванията са незначителни и това не води до нарушаване на планови срокове за експедиция от производственото звено, диспечерите не правят промени на плана. Ако обаче, смущенията водят до нарушаване на сроковете за експедиция или, в случай че може да се постигне по-добър план за цялото производствено звено, се взема решение за актуализация на плана. Новият план влиза в сила само за отделни работни центрове, и то в момента, когато те трябва да изпълнят задачите си.
Подсистемите за диспечиране на MES позволяват не само да се постига устойчивост при изпълнение на производствените задания в рамките на плановия хоризонт при възникване на смущения, но и позволяват включване в плана на нови поръчки и допълнителни изисквания. Последните постъпват от ERP или APS по отношение на крайни срокове за определени позиции от производствената номенклатура. Всяко допълване на плана с нови поръчки и всяка промяна на срок за експедиция MES системата третира като външно смущение, което поражда преизчисляване на календарния план за дейността на цялото производствено звено. Когато MES системата, след получаване на директивни планове от ERP или APS системи, открие резерви от производствен капацитет, тя съобщава това на диспечерите, под формата на графики за използване на оборудването (работните центрове). На база на тези данни диспечерите съобщават на по-високите нива на планиране (ERP и APS) за свободни капацитети, които могат да се усвоят с допълнителни поръчки. Същата обратна връзка се подава и при установяване на невъзможност за произвеждане на зададената номенклатура в случай на възникване на времеви ограничения. На базата на тази обратна връзка ERP и APS системите редуцират обема на производство за плановия период.
От казаното дотук е видно, че MES функционират в реално време като непрекъснато коригират календарните планове за дейност на съответните производствени звена и оперативно следят за постъпването на нови производствени поръчки там. Т.е. MES реагират незабавно на всички външни и вътрешни смущения. Тези им характеристики създават устойчивост на функционирането на производствената система в условията на силно неустойчива бизнес среда.
Ползи от приложение на MES
MES системите се прилагат в практиката значително по-отскоро от ERP системите, затова дори още не е определена областта на ефективното им приложение. MES подобряват финансовите показатели на производствената система по няколко линии: увеличаване на резултатността на основните фондове; ускоряване на обращаемостта на паричните средства; намаляване на себестойността; постигане на навременност на доставките; повишаване на маржа на печалбата; усъвършенстване на производствения процес и др. MES системите са по-фокусирани системи от ERP системите и въвеждането им се заключава в адаптиране на модела на планирането към конкретната производствена система. В резултат на това времето за въвеждане на MES е много по-кратко от това за въвеждане на ERP системи. Практиката показва, че приложението на MES може да доведе до постигане на 30-40 % икономии, до 35 % съкращаване на времето за пренастройка и до 22 % съкращаване на брака.
Управлението на производството обаче не се извършва само с MES, но и с APS. Това са системи за детайлно планиране, които всъщност извършват оптимизиране на производствените планове като разработват и оптимизират календарни планове. Основна особеност на APS системите е, че те са в състояние да отчитат различни ограничения на производствената система и да извършват мониторинг на хода на производствените процеси в краткосрочен план. Използването на тези системи позволява ускоряване на процеса на вземане на управленски решения до 40 % и съкращаване на производствените цикли до 75 %. При много от софтуерните решения APS е модул в MES системата, дори нейно ядро.
















